При плоском шлифовании торцевой частью круга на станках с прямоугольным и круглым столом (рис.10.8) главное движение выполняется вращением шлифовального круга.
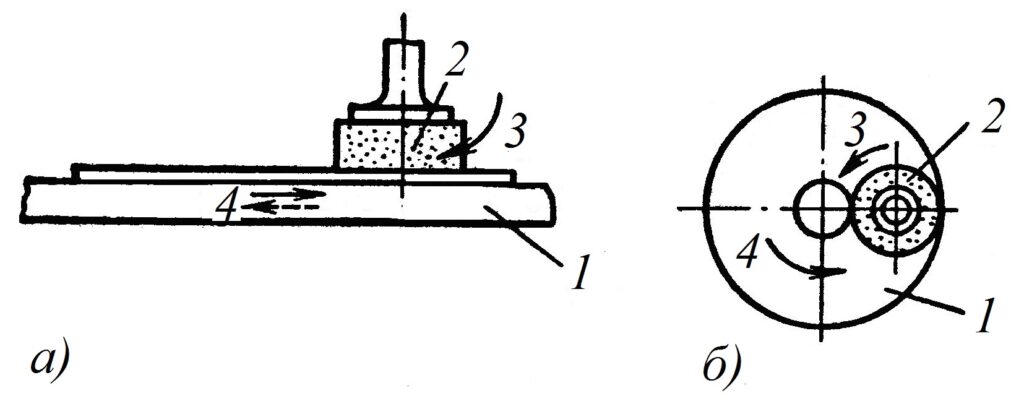
а – на станках с прямоугольным столом; б – на станках с круглым столом; 1 – стол с обрабатываемыми изделиями; 2 – шлифовальный круг; 3 – главное движение; 4 – движение подачи
Рис.10.8. Схема плоского шлифования торцом круга
Движение подачи на станках с прямоугольным столом осуществляется за счёт возвратно-поступательного движения стола с закреплённым на нём изделием (рис.10.8, а).
Если ширина обрабатываемой поверхности превышает диаметр шлифовального круга, то следует осуществить также и поперечную подачу. Вертикальное перемещение шлифовального круга, осуществляемое за каждый ход стола (двойной или, иногда, одинарный), соответствует требуемой глубине шлифования.
Скорость возвратно-поступательного перемещения стола определяется по той же формуле (10.22), как и для плоского шлифования периферией круга.
При плоском шлифовании на станках с круглым столом подача изделия совершается за счёт вращения стола (рис. 10.8, б). Перемещение шлифовального круга за один оборот стола соответствует глубине шлифования. Изделие совершает вращательное движение в сторону, противоположную направлению вращения шлифовального круга.
Скорость (м/мин) изделия (стола):
где Fи – площадь поверхности шлифования одного обрабатываемого изделия, мм2;
z – количество изделий, шлифуемых одновременно;
dср – диаметр средней окружности расположения деталей на столе, мм.
Например, при обработке закалённой стали в формуле (10.23) коэффициенты могут иметь следующие значения: Сυ=13, m = 0,45, k = 0,5.
Глубины резания при шлифовании торцом круга при черновом шлифовании находятся в следующем диапазоне: l = 0,015–0,03 мм.
Мощность резания(кВт) при обработке закалённой стали:
где L – длина продольного хода стола, мм;
h – припуск на сторону, мм;
пи – частота вращения изделия, об/мин;
Вкр – ширина шлифовального круга, мм;
sд – продольная подача в долях ширины круга на один оборот изделия;
l – поперечная подача (глубина шлифования), мм.
k – поправочный коэффициент, учитывающий износ шлифовального круга, упругие деформации шлифуемых изделий и узлов станка. Для грубого шлифования k = 1,2–1,4; для чистового шлифования k = 1,25–1,7.
Технологическое время (мин)при плоском шлифовании периферией круга на прямоугольном столе с поперечной подачей:
где h – общий припуск на обработку, мм;
пст – частота вращения стола, об/мин;
l – поперечная подача (глубина шлифования), мм;
k – поправочный коэффициент, учитывающий износ шлифовального круга, упругие деформации шлифуемых изделий и узлов станка. Для грубого шлифования k = 1,2–1,35; для чистового шлифования k = 1,2–1,5.